![]()
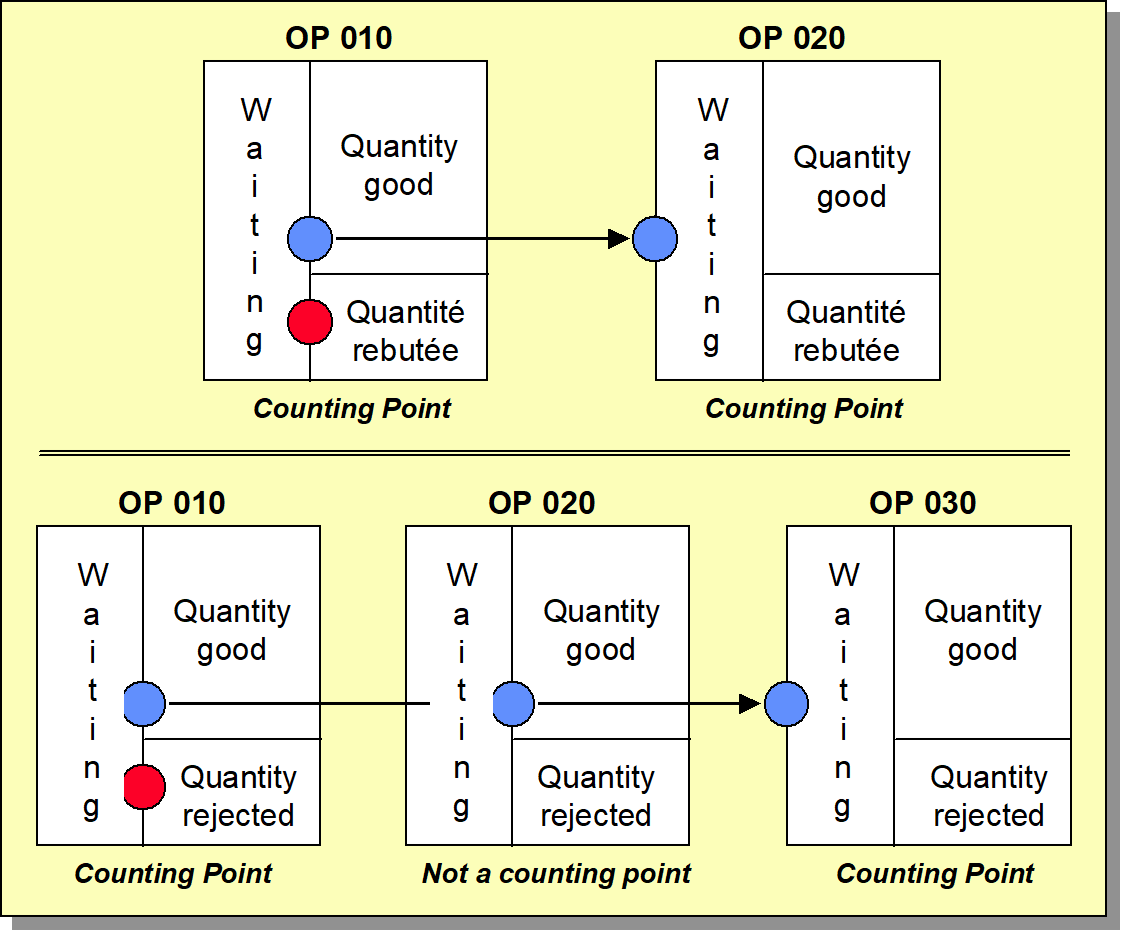
Para las operaciones del punto de conteo, uno informa una
cantidad buena y una cantidad rechazada que se acumulan para la operación. La
buena cantidad se transfiere a la siguiente operación. Si la operación es la
última del enrutamiento, la cantidad válida se acumula en la cantidad Completada
de la O.F.
No se puede generar ningún informe para las operaciones que no son
puntos de conteo. Se considera que el trabajo se realiza tan pronto como
finaliza la operación anterior para la cantidad de piezas recomendadas. No se
puede grabar ningún fragmento. Los tiempos de mano de obra y máquina son iguales
a los tiempos estándar.
Si las primeras operaciones de una OF no son puntos
de conteo, la cantidad total del O.F. se transfiere a la cola de la operación
del primer punto de conteo (que puede ser el último del enrutamiento ya que la
última operación de un enrutamiento es necesariamente un punto de conteo).