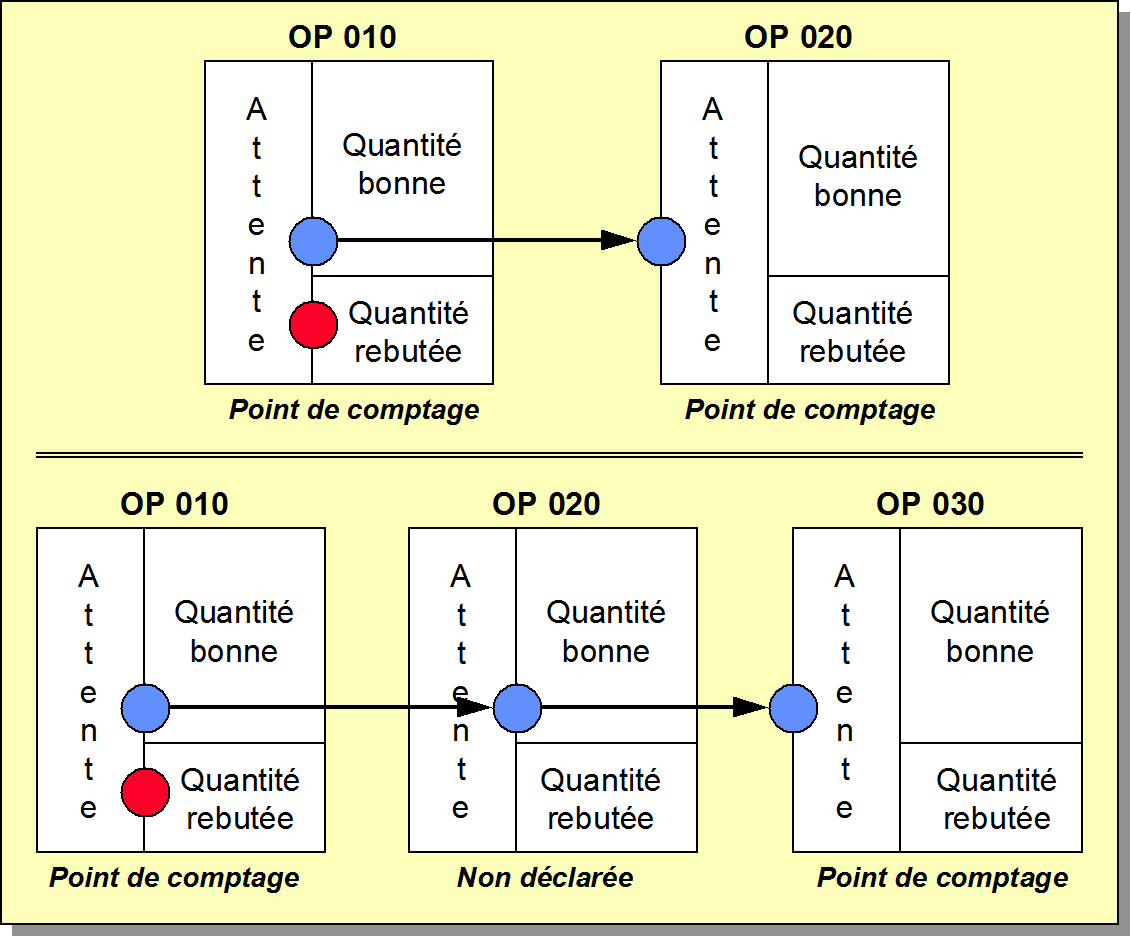
Pour les opérations Point de comptage, on déclare une quantité bonne et une quantité rebutée qui sont cumulées pour l'opération. La quantité bonne est transférée à l'opération suivante. Si l'opération est la dernière de la gamme, la quantité bonne est cumulée dans la quantité Terminée de l'OF.
Pour les opérations qui ne sont pas à point de comptage, on ne peut effectuer aucune déclaration. On considère que le travail est effectué dès que l'opération précédente est réalisée pour la quantité déclarée bonne. On ne peut enregistrer aucun rebut. Les temps machine et main-d'œuvre sont égaux aux temps standards. La quantité bonne est transférée jusqu'à la première opération point de comptage rencontrée dans la gamme.
Si la ou les premières opérations d'un OF ne sont pas des points de comptage, la quantité totale de l'OF est transférée en attente dans la première opération à point de comptage (qui peut être la dernière de la gamme puisque la dernière opération d'une gamme est nécessairement un point de comptage).